فصل شانزدهم - میلگردگذاری
1-16- نوع و مشخصات میلگردهای مصرفی در بتن
میلگردهای مصرفی باید تمیز بوده و عاری از هر گونه آلودگی نظیر چربیها، دوغاب سیمان سخت شده، گرد و خاک، زنگ، ضد زنگ، قیر و مواد کندگیر کننده و یا مواد زاید دیگر باشد. میلگردها قبل از مصرف باید کاملاً پاکیزه باشند تا اثری در پیوستگی بتن و میلگردها نداشته باشد. مقطع میلگرد مصرفی نباید به علت زنگزدگی تضعیف شده باشد. استفاده از میلگردهای زنگزده به شرطی مجاز است که اولاً زنگزدگی قبلاً کاملاً پاک شود، ثانیاً قطر میلگرد پس از زدودن زنگ اندازهگیری و حداکثر کاهش را، به اندازه رواداریهای مجاز داشته باشد.
در صورتی که زنگزدگی به صورت ناچیز باشد و بتوان با ناخن یا کشیدن گونی به سطح میلگرد آن را پاک نمود، نیاز به زنگزدایی نمیباشد. تمامی میلگردهای مصرفی در بتن (به استثنای خاموتها) باید از نوع میلگرد آجدار باشند. قطر اسمی میلگرد ساده قطری است که در برگ شناسایی آن ذکر میشود و معادل قطر دایرهای است که مساحت آن برابر مساحت مقطع عرضی میلگرد باشد. در مورد میلگرد آجدار، قطر اسمی معادل قطر اسمی میلگرد صاف هم وزن آن اختیار میشود.
2-16- حمل و انبار کردن میلگردها
میلگردها به صورت کلاف، شاخه، شبکه جوش شده یا بافته شده در کارخانه، تحویل میشود. میلگردهای مصرفی در بتن باید بدون خمشدگی تحویل کارگاه شود، معمولاً میلگردهای به قطر 8 میلیمتر و کمتر میتواند به صورت کلاف تحویل شود. مصرف میلگردها با قطرهای بالاتر از 10 میلیمتر به صورت کلاف مجاز نیست. باز کردن کلاف با وسیله مناسب و با تأیید دستگاه نظارت در کارگاه انجام میگیرد.
در تمام مدت حمل، تخلیه، نگهداری و کارگذاری میلگردها باید آنها را در مقابل هر گونه زنگزدگی و یا دیگر آسیبهای فیزیکی و شیمیایی محافظت نمود. میلگردها نباید در تماس با خاک یا مصالحی باشند که رطوبت را در خود نگه میدارد و عموماً نباید میلگردها برای مدت طولانی در معرض باران و برف و هوای مرطوب قرار گیرند، بدین منظور توصیه میشود در زیر کلافها و یا بندیلهای میلگرد، خرکهای چوبی قرار داده شود.
گاه برای محفاظت میلگردها از پوششهای نایلونی استفاده میشود که میتواند به زنگزدگی بیشتر منجر شود، لذا توصیه می شود برای پوشش میلگردها از پوششهایی نظیر برزنت استفاده شود.
در فاصله زمانی ورود میلگردها به کارگاه تا قرار گرفتن آنها در سازه، ضوابط زیر در مورد جابجایی و انبار کردن آنها باید رعایت شود:
الف - باید از هر نوع صدمه مکانیکی یا تغییرشکلهای زیاد در میلگردها نظیر کوبیدگی، ضربه حاصل از سقوط از ارتفاع و نظایر اینها جلوگیری شود.
ب - باید از گسیختگی جوشها درشبکههای جوش شده جلوگیری شود.
پ - نشانههای مشخص کننده نوع میلگرد نباید از بین بروند.
ت - میلگردها نباید در معرض هیج نوع آلودگی با اثر زیانآور در چسبندگی آنها از قبیل گل، روغن و سایر پوششهای غیرفلزی قرار گیرند.
3-16- بریدن و خم کردن میلگردها
بریدن و خم کردن میلگردها باید مطابق نقشهها و مشخصات اجرایی در کارگاه انجام شود.
بریدن میلگردها باید حتیالامکان با وسایل مکانیکی صورت گیرد (بویژه برای فولادهای با مقاومت بیشتر و اصلاح سرد شده به روش پیچاندن.) خم کردن میلگرد باید به روش سرد انجام شود. استفاده از حرارت (بیش از 100oC) برای خم کردن میلگرد مجاز نیست. خم کردن میلگردهای داخل بتن نظیر میلگردهای انتظار یا باز کردن میلگردهای خم شده مجاز نیست مگر با اجازه دستگاه نظارت و پیشبینی در طرح. همچنین رعایت نکات زیر الزامی است:
الف - حداقل قطر فلکه خم کن متناسب با نوع فولاد است و این حداقل باید با اعداد مندرج در جدول 1، مطابقت نماید.
جدول 1- حداقل قطر خم برای میلگردهای مختلف
| نوع میلگرد | S-220 (A-I) | S-300 (A-II) S-350 |
S-500 (A-IV) S-400 (A-III) |
| D قطر میلگرد (mm) | |||
| D کوچکتر از 28 | 5d | 5D | 6d |
| 28<d<34 | 5d | 6d | 8d |
| 36<d<55 | 7d | 10d | 10d |
|
طبقهبندی A-I و نظیر آن مربوط به کشور روسیه بوده و در برخی از کارخانههای ایران مورد استفاده قرار میگیرد. |
|||
شکل 1، تجهیزات خم کردن میلگرد را به صورت دستی نشان میدهد.
ب - سرعت خم کردن متناسب با نوع فولاد و دمای محیط انتخاب میشود. در هوای سرد و هنگام استفاده از میلگردهای با مقاومت بالاتر و قطر بیشتر، باید از سرعت خم کردن کاسته شود، زیرا در موارد فوق میلگردها شکلپذیری خود را تا حدودی از دست میدهند.
پ - دردمای کمتر از -5 درجه سیلسیوس خم کردن میلگردها مجاز نیست.
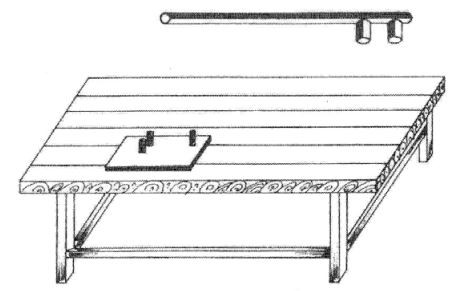
شکل 1- تجهیزات خم کردن میلگرد
ت - قطر داخلی خم برای خاموت (میلگردهای عرضی) با قطر بیش از 16 میلیمتر بر اساس جدول 1، بوده و برای خاموت با قطر 16 میلیمتر و کمتر، حداقل قطر خم برای میلگردهای مختلف در جدول به ترتیب 2.5d و 4d خواهد بود.
ث - در مواردی که خم کردن میلگردها به وسیله دست انجام میگیرد، میز مناسبی برای خم کردن باید انتخاب نمود تا در هنگام خم کردن میلگرد را به شکل مطلوب نگاه دارد، تا میلگرد خم شده مسطح باشد. بدیهی است که در خمکاری میلگردها با دست نمیتوان به خوبی محدودیت قطر خم و سرعت خمکاری را رعایت نمود. همچنین قطر خم درقسمتهای مختلف یکسان نخواهد بود، بویژه اگر در هوای سرد خمکاری انجام میشود و یا از میلگردهای پر مقاومت و ترد یا قطر زیاد استفاده شود لازم است از دستگاههای خمکن مکانیکی بهره گرفته شود.
ج - چنانچه شکل خم میلگرد پیچیده باشد، قبل از خم کردن، شکل آن به اندازه واقعی رسم میگردد تا برای کنترل مورد استفاده قرار گیرد.
چ - قبل از برش و خم کردن اندازه قطر میلگرد باید کنترل گردد، زیرا همیشه نمیتوان تنها به اتکای قضاوت چشمی قطر میلگردها را تشخیص داد. به همین دلیل در آییننامه بتن ایران، استفاده از قطرهای مرجح توصیه شده است تا تشخیص آنها از یکدیگر با سهولت بیشتر انجام شود. انبار کردن میلگردها از یک قطر و یک نوع به صورت جداگانه در کارگاه لازم است، حتی گاه توصیه میشود، میلگردهای کارخانههای مختلف قبل از کنترل کیفیت در محلهای متفاوتی انبار شوند (قرنطینه میلگردها).
4-16- جاگذاری و بستن میلگرد
هنگام نصب، میلگردها باید عاری از هر گونه آلودگی نظیر زنگزدگی، گل، چربی، رنگ و ذرات خارجی که مانع چسبندگی بین بتن و میلگردها میگردد، باشند. کلیه آلودگیها باید قبل از نصب و کارگذاری زدوده شود و تا شروع مرحله بتنریزی از آلودگیها محفوظ بماند. میلگردها با توجه به قطر، طول و شکل بایستی در محلهای تعیین شده به نحوی مستحکم و ثابت شوند که هنگام بتنریزی هیچگونه تغییرو جابجایی در آنها صورت نگیرد. به منظور کنترل و تضمین پوشش بتن، با تأیید دستگاه نظارت میتوان از قطعات بتنی (لقمهها) یا خرکهای فلزی و پلاستیکی با ابعاد موردنظر به تعداد لازم استفاده نمود. در محیطهای خورنده استفاده از خرک فولادی که در سطح بتن قرار گیرد مجاز نیست. لقمههای بتنی به ضخامت مورد نظر باید با بتن یا ملات و با نسبت آب به سیمان مساوی یا کمتر از بتن اصلی ساخته شود. بتن یا ملات آن باید به خوبی متراکم و عملآوری شود. استفاده از چوب، آجر و مصالح کم دوام توصیه نمیشود.
در روش معمول برای بستن میلگردهای اصلی به تنگها و خاموتها از مفتولهای سیمی گالوانیزه به قطر 1 تا 1/5 میلیمتر استفاده میشود. استفاده از جوشکاری برای بستن میلگردهای متقاطع، مگر برای فولادهای جوشپذیر و با تأیید دستگاه نظارت مجاز نیست.
در مهارهایی که انتهای آنها خم شده است باید خم آنها به طرف پایین یا داخل باشد، به نحوی که قلاب آنها در منطقه پوشش بتنی قرار نگیرد. در غیراین صورت، امکان زنگزدگی و نمایان شدن آنها از سطح بتن وجود خواهد داشت. در مورد بستن میلگردها با مفتول (سیم) میلگردبندی در مناطق خورنده، سر سیم نباید در پوشش بتنی روی میلگرد واقع شود، زیرا ضخامت پوشش را کاهش میدهد.
5-16- وصله کردن میلگرد
باید سعی شود حتیالامکان در طراحی و هنگام اجرا به گونهای عمل گردد تا میلگردهای مصرفی در یک عضو به صورت یکپارچه باشند. تمام جزئیات اتصال میلگردها باید در نقشههای اجرایی منعکس گردد و تعداد اتصالات به حداقل ممکن کاهش یابد. در صورتی که وجود وصله اجتنابناپذیر باشد، این اتصالات باید در مقطعی قرار داده شوند که نیروها و تنشهای وارده بر میلگردها حداقل باشند، و از تمرکز تمامی وصلهها در یک مقطع نیز خودداری شود.
وصله کردن میلگردها باید به روشهای پوششی، اتکایی، مکانیکی جوشی و یا وصلههای مرکب مطابق آییننامه بتن ایران و زیر نظر دستگاه نظارت انجام شود.
طول وصله برای میلگردهای صاف دو برابر طول وصله مشابه در میلگردهای آجدار است. در صورتی که محل وصلهها در نقشههای اجرایی و دستورالعملهای بعدی دستگاه نظارت منعکس نباشد رعایت نکات زیر الزامی است:
الف - در قطعات تحت خمش، خمش توأم با فشار (نظیر تیرها یا تیر-ستونها) نباید بیش از نصف میلگردها در یک مقطع وصله شوند.
ب - در صورت وجود کشش یا کشش ناشی از خمش، حداکثر یک سوم میلگردها در یک مقطع را میتوان به وسیله پوشش وصله نمود.
پ - وصله کردن میلگردهای تحتانی قطعات خمشی در وسط دهانه یا نزدیک به آن و یا میلگردهای بالایی قطعه خمشی روی تکیه گاه یا نزدیک آن مجاز نیست.
ت - به طور کلی هر وصله باید به اندازه 40 برابر قطر میلگرد با وصله مجاور فاصله داشته و در یک مقطع قرار نگیرد.